Prological
Clients
Concept and Detailed Design of Ammonia Recovery Prototype from Composted Leachate
We undertook the Conceptual design and build of a prototype unit and carried out trial study including in depth analyses of the results obtained from leachate produced within an UK leading Composting facility;
- Utilising the facilities existing plant and equipment to minimise capital costs the process air stripped the ammonia from leachate via an existing venturi scrubber.
- A bespoke design of two stage recovery and plant achieving a saleable and profitable product stream with a payback of less than 18 months;
- Full Process design, equipment specification selection, technical bid analysis,
- Full Process Safety Assessment,
- Compact layout & design, to mobilise the solution within shipping containers,
- Minimise Engineering costs, inspection costs, asset management,
- Ensuring Boda Mona Specification constantly attainable and feed stock fully compliant to the Animal By-products Regulations 2005
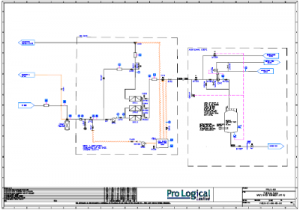
Design and specification of all plant and ancillaries for Waste Water Treatment Plant (WWTP)
We undertook the FEED study from Conceptual design through to detailed design and build;
- Taking the process through conceptual design of the oil waste water received from a bio-gasification plant.
- Full Process design, equipment specification selection, technical bid analysis.
- Full Process Safety Assessment,
- Building design, layout,
- Full install, process control, commissioning, training handover of plant,
- Minimise Engineering costs, inspection costs, asset management,
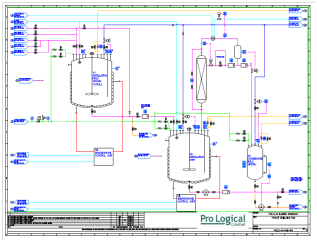
Project Overview
The Project was developed to have zero waste water removed from site, the team developed this plant from conceptual through to build and run. The plant has a pH correction facility before it settles in a lamella (were the solids drop out) it then goes onto to be filtered through a Char filter and RO. The end product is used to CIP (Clean in Place) the gasification plant. We are also working with the client to find other uses for the demin water.
Process Design Support – Brewery including Design of Dust explosion bursting vent
We undertook the conceptual study and detailed design of a major brewery expansion including all the bespoke plant fermenters, Malt vessels, Lauder tun along with specification and incorporation of standard packaged unit such as Chillers, cooling towers, boilers etc..
To optimise the process Laser scanning of the existing brewery facility for upgrades, including 3D modelling from point cloud.
- Full Process design, equipment selection, technical bid analyses
- Full Process Safety Assessment
- Building design, layout
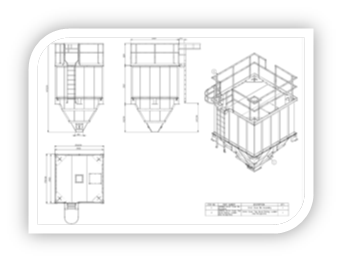
- Including dust explosion venting calculations grist, malt silos
- Full Process control design , fully automated design with minimal operational input.
- Waste water treatment
We further undertook detailed design of the grist and malt silos bursting vents to ensure correct sizing to the current legislative compliance standards
Review of Existing facility, commissioning & optimisation – tri phase centrifuge
A Centrifuge for the treatment of sludge waste form a major oil refinery was procured and installed, due to site delays the system had been on site for 18 months without being installed.



We undertook the site installation and retrospective redesign, including complex heat transfer calculations to assemble the unit, undertook full safety studies including SIL assessment, HAZOP and DSEAR through to detailed design & installation to ensure the system complied with both the complex Oil and Gas Site Engineering Standards and current legislative requirements.
Commissioning
We fully commissioned the unit including trialling a novel polymer optimising the process, led and trained the site personnel during the commissioning phase to minimise the time to full production.
The unit has now been fully functional for over 5 years and has exceeded its return on investment!
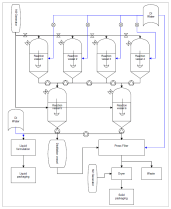
Design and specification of all plant and ancillaries for nano powder production facility
We undertook the FEED study from Conceptual design through to detailed design

- Taking process from lab scale through conceptual design of metallic nanoparticle manufacturing process
- Full Process design, equipment specification selection, technical bid analysis
- Full Process Safety Assessment
- Building design, layout
- Full Process control design, fully automated design with minimal operational input.
- Minimise Engineering costs, inspection costs, asset management
Design Development
On a fast track project we developed the process form design from first principles and good engineering practice to optimise during the design process the final solution. The international project team worked together to ensure the procurement and installation of the project went to plan, on time and on budget.
Design and implementation of New Cryogenic reactor for Major Pharmaceutical Company
We designed, built and commissioned a new cryogenic reactor for a leading manufacturer of active pharmaceutical ingredients (APIs) and intermediates for the pharmaceuticals industry.
In completing the assignment in record time, allowed the client to meet a very tight schedule and move quickly into the production of a pharmaceutical intermediate product that is of strategic importance to the company
Multidisciplinary team
Using a multidisciplinary team as and when required was a key factor in achieving the project targets and schedules. The core project team of client and Engineers gelled quickly and in addition to delivering a fully validated project in record time achieved an outstanding safety record, with safety performance certificates being issued to the main subcontractors.
"It was the balance of an integrated team that added to the success of the project and has now resulted in further development collaboration with the client,"
says client, engineering project manager.
The cryogenic reactor complements existing technologies in the company's general-purpose plant within the UK. The equipment provides facilities for process establishment and small-scale manufacture of products, including cryogenic steps, and leads to the larger cryogenic facilities on the company's full-scale cGMP manufacturing facilities.
Cryogenic reaction capability provides suitable conditions in which to carry out reactions involving highly reactive species, achieving a controlled and more selective conversion by the use of temperatures as low as -90oC. The low temperature allows reactions to progress via intermediates that would not form at higher temperatures.
The reactor provided is designed as a general-purpose cryogenic unit capable of operating from -90oC to +120oC. Cryogenic temperatures are achieved using liquid nitrogen, with gaseous nitrogen off-gases being recovered for other uses within the site VOC abatement and inertion facilities.

